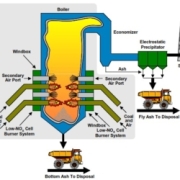
Sistem boiler tabung air berbahan bakar batubara menghasilkan sekitar 38% dari pembangkit listrik di seluruh dunia dan akan terus menjadi kontributor utama di masa depan. Pulverized (bubuk) coal fired boilers merupakan boiler pembangkit paling laris saat ini, memiliki efisiensi tinggi tetapi kontrol SOx dan NOx yang mahal. Hampir segala jenis batu bara dapat direduksi menjadi bubuk dan dibakar seperti gas dalam boiler PCF, menggunakan pembakar/burner. Teknologi PCF memungkinkan peningkatan ukuran unit boiler dari 100 MW di tahun 1950-an menjadi lebih dari 1000 MW. Sistem berbahan bakar batu bara bubuk (pulvurized) baru secara rutin dipasang saat ini menghasilkan efisiensi siklus bersih mulai dari 40 hingga 47% LHV, (sesuai dengan nilai kalor 34 hingga 37% lebih tinggi, HHV) sambil mengeluarkan hingga 97% dari gabungan udara yang tidak terkontrol emisi polusi (SOx dan NOx).

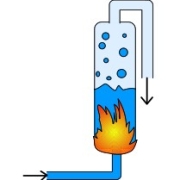
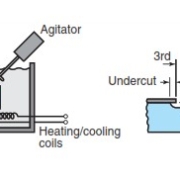
Batubara merupakan zat yang heterogen ditinjau dari sifatnya kandungan organik dan anorganiknya. Karena hanya partikel organik yang dapat terbakar, partikel anorganik tetap sebagai abu dan terak dan meningkatkan kebutuhan akan filter partikel dari gas buang dan robekan dan keausan tabung tungku. Menghancurkan batubara sebelum memasukkannya ke tungku memiliki manfaat bahwa partikel anorganik dapat dipisahkan dari organik sebelum tungku. Namun, batu bara mengandung banyak abu, yang sebagian dapat akan dikumpulkan dalam tungku. Untuk dapat menghapus abu tungku lebih mudah, bagian bawah tungku berbentuk seperti ‘V’.
Manfaat lain dari penghancuran batu bara sebelum pembakaran adalah bahwa udara batubara campuran dapat diumpankan ke boiler melalui jet burner, seperti pada boiler minyak dan gas. Partikel yang lebih halus lebih cepat terbakar dan sehingga pembakaran lebih sempurna semakin halus batubara dihaluskan dan pembentukan jelaga dan karbon monoksida dalam gas buang juga berkurang. Ukuran butir batubara setelah penggiling batubara adalah kurang dari 150mm.

Dua tata letak boiler yang sangat berbeda digunakan. Salah satunya adalah tata letak tradisional dua jalur di mana ada ruang tungku, diatapi oleh beberapa tabung heat exchanger unutk mengurangi suhu keluaran tungku/furnace. Gas buang kemudian belok 180°, dan lewati ke bawah melalui perpindahan panas utama dan bagian economizer. Desain lainnya menggunakan boiler menara, di mana hampir semua bagian perpindahan panas sudah terpasang vertikal di atas satu sama lain, di atas ruang pembakaran.
Kontributor: Daris Arsyada
Sumber:
Tier, Sebastian. 2003. Steam Turbine Technology 2nd Edition. Helsinki: Helsinki University of Technology Department of Mechanical Engineering.
Produk manufaktur dapat memunculkan karakteristik eksternal dan internal tertentu yang sebagian dihasilkan dari jenis proses produksi yang digunakan. Karakteristik eksternal paling umum meliputi dimensi, ukuran, dan permukaan akhir dan pertimbangan integritas, seperti: permukaan kerusakan dari alat potong atau gesekan selama pemrosesan benda kerja. Karakteristik internal meliputi cacat seperti porositas, pengotor, inklusi, fase transformasi, getas, retak, debonding laminasi, dan residu stres.
Beberapa cacat ini dapat ada dalam produk originalnya, dan beberapa muncul selama operasi manufaktur tertentu. Sebelum dipasarkan, suku cadang dan produk yang diproduksi diperiksa untuk beberapa karakteristik. Pemeriksaan rutin penting untuk:
Kualitas produk selalu menjadi salah satu aspek terpenting dari operasi manufaktur. Mengingat pasar yang kompetitif global, terus menerus peningkatan kualitas menjadi prioritas utama, terutama bagi perusahaan besar di negara industri. Di Jepang, istilah kaizen digunakan untuk menandakan peningkatan tidak pernah berakhir.
Pencegahan cacat pada produk dan inspeksi suku cadang secara online adalah tujuan utama dalam semua kegiatan manufaktur. Sekali lagi, kualitas harus dibangun menjadi produk dan tidak hanya dipertimbangkan setelah produk dibuat. Jadi, kerjasama yang erat dan komunikasi di antara insinyur desain dan manufaktur dan keterlibatan langsung dan dorongan dari manajemen perusahaan sangat penting.
Quality Assurance (QA) adalah upaya total yang dilakukan oleh produsen untuk memastikan bahwa produknya sesuai dengan satu set rinci spesifikasi dan standar. QA dapat didefinisikan sebagai semua tindakan diperlukan untuk memastikan bahwa persyaratan kualitas akan dipenuhi; Quality control adalah seperangkat teknik operasional yang digunakan untuk memenuhi persyaratan kualitas.
Standar ini mencakup beberapa jenis parameter, seperti dimensi, permukaan, finish, toleransi, komposisi, dan warna, serta mekanik, fisik, dan kimia sifat dan karakteristik. Selain itu, standar biasanya ditulis untuk memastikan perakitan yang tepat, menggunakan komponen bebas cacat yang dapat dipertukarkan dan menghasilkan produk yang berkinerja seperti yang diinginkan oleh perancangnya.
Aspek penting dari QA adalah kemampuan untuk (a) menganalisis defect yang terjadi pada lini produksi dan (b) menghilangkan atau mengurangi defect ke tingkat yang dapat diterima. Dalam arti yang lebih luas, QA melibatkan evaluasi produk dan kepuasan pelanggannya. Jumlah total dari semua kegiatan ini adalah disebut sebagai total quality control dan, dalam arti yang lebih besar, total quality management.
Jelas bahwa, untuk mengontrol kualitas, penting untuk dapat mengukur tingkat kualitas secara kuantitatif dan mengidentifikasi semua variabel material dan proses yang dapat dikontrol.
Dengan meningkatnya perdagangan internasional dan persaingan global, pelanggan di seluruh dunia semakin menuntut produk dan layanan berkualitas tinggi dengan harga rendah dan mencari pemasok yang dapat menanggapi permintaan ini secara konsisten dan andal. Tren ini menciptakan kebutuhan akan kesesuaian dan konsensus internasional mengenai penetapan metode untuk pengendalian mutu, keandalan, dan keamanan produk. Selain pertimbangan-pertimbangan tersebut, kekhawatiran yang sama pentingnya mengenai lingkungan dan kualitas hidup juga sedang ditangani.
Pertama kali diterbitkan pada tahun 1987 dan kemudian direvisi pada tahun 1994, standar ISO 9000 (Kualitas Standar Manajemen dan Jaminan Kualitas) adalah serangkaian generik yang sengaja dibuat standar manajemen sistem mutu. Standar ISO 9000 telah mempengaruhi secara permanen cara di mana perusahaan manufaktur melakukan bisnis di dunia berdagang dan telah menjadi standar dunia untuk kualitas.
Seri ISO 9000 mencakup sebagai berikut:
Perusahaan secara sukarela mendaftar untuk standar ini dan mengeluarkan sertifikat. Pendaftaran dapat diminta secara umum untuk ISO 9001 atau 9002, dan beberapa perusahaan memiliki pendaftaran hingga ISO 9003. Standar 9004 hanyalah pedoman dan bukan model atau dasar pendaftaran. Untuk sertifikasi, perusahaan dikunjungi dan diaudit oleh tim pihak ketiga yang terakreditasi dan independen untuk memastikan bahwa standar tersebut 20 elemen kunci sudah ada dan berfungsi dengan baik.
Standar ISO 9000 bukanlah sertifikasi produk, tetapi sertifikasi proses kualitas. Perusahaan menetapkan kriteria dan praktik mereka sendiri untuk kualitas. Namun, sistem mutu yang terdokumentasi harus sesuai dengan standar ISO 9000. Dengan demikian, sebuah perusahaan tidak dapat menulis ke dalam sistem kriteria apa pun yang bertentangan dengan standar ISO.
ISO 14000 adalah standar yang pertama kali diterbitkan pada bulan September 1996 dan berkaitan dengan sistem manajemen lingkungan internasional/Environmental Management Systems (EMS). Hal ini menyangkut cara aktivitas organisasi mempengaruhi lingkungan melalu umur produk. Kegiatan ini dapat (a)berupa internal atau eksternal pada organisasi, (b) mulai dari produksi hingga akhir pembuangan produk setelah masa pakai, dan (c) termasuk efek pada lingkungan, seperti polusi, timbulan dan pembuangan limbah, kebisingan, penipisan sumber daya alam sumber daya, dan penggunaan energi.
Pengujian NDT dilakukan sedemikian rupa sehingga integritas/keutuhan produk dan tekstur permukaan tidak berubah. Teknik pengujian NDT umumnya membutuhkan keterampilan operator yang cukup besar, dan menafsirkan hasil tes secara akurat bisa menjadi sulit karena pengamatannya subjektif. Namun penggunaan komputer dan teknik peningkatan lainnya telah secara signifikan mengurangi kemungkinan kesalahan manusia. Sistem saat ini memiliki berbagai kemampuan untuk akuisisi data dan untuk pemeriksaan dan analisis kualitatif dan kuantitatif.
Berikut adalah prinsip-prinsip dasar teknik pengujian tak rusak (NDT) secara umum.
Liquid Penetrants. Dalam teknik ini, cairan diterapkan ke permukaan bagian dan dibiarkan menembus retakan, jahitan, dan pori-pori. Dengan aksi kapiler, penetrant dapat meresap ke dalam retakan sekecil 0,1 μm. Metode ini dapat digunakan untuk mendeteksi berbagai cacat permukaan. Perlengkapan sederhana dan mudah digunakan, dapat dibawa-bawa, dan lebih murah untuk dioperasikan daripada metode lain. Namun, metode ini hanya dapat mendeteksi cacat yang terbuka untuk permukaan atau eksternal.

Magnetic-particle Inspection. Teknik ini terdiri dari menempatkan feromagnetik halus partikel pada permukaan bagian. Partikel dapat diterapkan baik kering atau dalam sebuah pembawa cair, seperti air atau minyak. Ketika bagian itu dimagnetisasi dengan magnet bidang, diskontinuitas (cacat) pada permukaan menyebabkan partikel berkumpul secara kasat mata sekitar cacat.

Ultrasonic Inspection. Sinar ultrasonik bergerak melalui bagian. Cacat internal (seperti retakan) mengganggu sinar dan memantulkan kembali sebagian dari energi ultrasonik. amplitudo energi yang dipantulkan dan waktu yang diperlukan untuk kembalinya menunjukkan keberadaan dan lokasi setiap cacat pada benda kerja.
Radiography. Radiografi menggunakan pemeriksaan sinar-X untuk mendeteksi kelemahan internal seperti: retak dan porositas. Teknik ini mendeteksi perbedaan kepadatan di dalam suatu bagian. Untuk misalnya, pada film sinar-X, logam yang mengelilingi cacat biasanya lebih padat dan, karenanya, tampak lebih ringan dari, kekurangannya. Efek ini mirip dengan cara tulang dan gigi tampak lebih ringan daripada bagian tubuh lainnya pada film sinar-X.

Seperti namanya, bagian yang diuji melalui metode pengujian destruktif tidak lagi mempertahankan integritas, bentuk asli, atau karakteristik permukaannya. Tes metode mekanik seperti uji tarik, uji tekan, uji kekerasan, uji puntir, dll semuanya merusak, karena sampel atau spesimen harus dikeluarkan dari produk untuk mengujinya. Contoh tes destruktif lainnya adalah pengujian kecepatan roda gerinda untuk menentukan kecepatan meledaknya dan pengujian tekanan tinggi dari bejana tekan untuk menentukan tekanan ledakannya.
Kontributor: Daris Arsyada
Sumber:
Kalpakjian, Serope dan Schmid, Steven R. (2009). Manufacturing Engineering and Technology (6th ed). New Jersey: Prentice Hall.
Ada situasi di mana metode mekanis tidak memuaskan pada permesinan modern karena alasan berikut:
Kesulitan sebelumnya menyebabkan pengembangan kimia, listrik, laser, dan sinar berenergi tinggi sebagai sumber energi untuk menghilangkan material dari benda kerja logam atau bukan logam. Metode canggih ini, yang di masa lalu disebut permesinan nontradisional atau tidak konvensional, mulai diperkenalkan pada tahun 1940-an. Proses seperti itu menghilangkan material tidak dengan memproduksi chip seperti pada permesinan dan penggilingan, tetapi dengan cara seperti pelarutan kimia, etsa, peleburan, penguapan, dan aksi hidrodinamik kadang-kadang dengan bantuan partikel abrasif halus. Keuntungan dari proses ini adalah efisiensinya tidak tergantung pada kekerasan benda kerja. Ketika dipilih dan diterapkan dengan benar, proses pemesinan tingkat lanjut menawarkan keunggulan teknis dan ekonomis dibandingkan permesinan yang lebih tradisional.
Chemical Machining (CM)/Pemesinan kimia dikembangkan dari pengamatan kontak bahan kimia dan mengetsa sebagian besar logam, batu, dan beberapa keramik, sehingga menghilangkan partikel kecil jumlah material dari permukaan. Proses CM dilakukan dengan bahan kimia pembubaran menggunakan reagen atau etsa, seperti asam dan larutan basa. Pemesinan kimia adalah yang tertua dari proses pemesinan canggih dan telah digunakan dalam mengukir logam dan batu keras, dalam deburring, dan dalam produksi papan sirkuit tercetak dan perangkat mikroelektronika.

Prosedur untuk pemesinan/milling kimia terdiri dari:
ECM pada dasarnya adalah kebalikan dari elektroplating. Elektrolit bertindak sebagai pembawa arus, dan tingkat gerakan elektrolit yang tinggi di celah pahat-benda kerja (biasanya 0,1 hingga 0,6 mm) mencuci logam ion menjauh dari benda kerja (anoda) sebelum mereka memiliki kesempatan untuk menempel pada alat (katoda).
Pahat, baik padat atau tabung bentuknya, umumnya terbuat dari kuningan, tembaga, perunggu, atau stainless steel. Elektrolit adalah larutan anorganik sangat konduktif, seperti larutan berair dari natrium nitrat. Larutan dipompa melalui lorong-lorong dalam pahat dengan kecepatan 10 hingga 16 m/s (3 hingga 50 kaki/s). Catu daya DC dalam kisaran 10 hingga 25 V mempertahankan kepadatan saat ini, yang, untuk sebagian besar aplikasi, adalah 20 sampai 2 200 A/cm (130 sampai 2 1300 A/in ) permukaan mesin aktif.

Prinsip pemesinan EDM didasarkan pada erosi logam oleh pelepasan percikan. Kita tahu bahwa ketika dua kabel penghantar arus dibiarkan bersentuhan satu sama lain, busur dihasilkan. Jika kita perhatikan dengan seksama pada titik kontak antara dua kabel, sebagian kecil dari logam telah terkikis, meninggalkan sedikit kawah.
Sistem EDM dasar terdiri dari pahat berbentuk elektroda dan benda kerja, dihubungkan ke catu daya DC dan ditempatkan di cairan dielektrik (tidak menghantarkan listrik. Ketika beda potensial antara pahat dan benda kerja cukup tinggi, dielektrik putus turun dan percikan sementara keluar melalui cairan, menghilangkan yang sangat kecil jumlah logam dari permukaan benda kerja. Pengosongan kapasitor diulang pada kecepatan antara 200 dan 500 kHz, dengan tegangan biasanya berkisar antara 50 dan 380 V dan arus dari 0,1 hingga 500 A. Volume material yang dilepas per percikan debit biasanya dalam kisaran dari 10-6 sampai 10-4 mm

Dalam laser-beam machining (LBM), sumber energinya adalah laser (singkatan dari light amplifikasi dengan emisi radiasi terstimulasi), yang memfokuskan energi optik pada permukaan benda kerja. Energi yang sangat terfokus dan berdensitas tinggi sumber melelehkan dan menguapkan bagian benda kerja dengan cara yang terkendali. Proses ini (yang tidak memerlukan ruang hampa) digunakan untuk mesin berbagai logam dan bahan bukan logam. Ada beberapa jenis laser yang digunakan dalam operasi manufaktur yaitu: CO2 (pulsed or continuous wave), Nd:YAG (neodymium: yttrium–aluminum–garnet), Nd:kaca, ruby, Diode lasers, Excimer lasers.

Pancaran air bertindak seperti gergaji dan memotong alur sempit pada material. Sebuah tekanan tingkat sekitar 400 MPa (60 ksi) umumnya digunakan untuk operasi yang efisien, meskipun tekanan setinggi 1400 MPa (200 ksi) dapat dihasilkan. Kisaran diameter jet-nosel antara 0,05 dan 1 mm (0,002 dan 0,040 inci). Berbagai bahan dapat dipotong, termasuk plastik, kain, karet, produk kayu, kertas, kulit, bahan isolasi, batu bata, dan bahan komposit.

Dalam mesin jet abrasif (AJM), jet kecepatan tinggi dari udara kering, nitrogen, atau karbon dioksida yang mengandung partikel abrasif ditujukan pada permukaan benda kerja di bawah kendali kondisi (Gbr. 27.17). Dampak partikel mengembangkan kekuatan yang cukup terkonsentrasi (lihat juga Bagian 26.6) untuk melakukan operasi seperti (a) pemotongan lubang kecil, slot, atau pola rumit pada logam dan nonlogam yang sangat keras atau rapuh bahan, (b) menghilangkan atau menghilangkan kilatan kecil dari bagian, (c) memangkas dan miring, (d) menghilangkan oksida dan film permukaan lainnya, dan (e) umumnya membersihkan komponen dengan permukaan yang tidak beraturan.
Tekanan pasokan gas berada di urutan 850 kPa (125 psi), dan jet abrasif kecepatan bisa setinggi 300 m/s (100 ft/s) dan dikendalikan oleh katup. Nozel biasanya terbuat dari tungsten carbide atau sapphire, keduanya memiliki abrasif memakai perlawanan. Ukuran abrasif berkisar antara 10 hingga 50 mm (400 sampai 2000 menit ). Karena aliran bahan abrasif bebas cenderung membulatkan sudut, desain untuk mesin jet abrasif harus menghindari sudut tajam. Juga, lubang dibuat di bagian logam cenderung meruncing. Ada beberapa bahaya yang terlibat dalam menggunakan proses ini, karena partikulat udara. Masalahnya dapat dihindari dengan menggunakan abrasive proses pemesinan waterjet.
Proses manufaktur yang serba advanced biasanya membutuhkan alat untuk menganalisisnya juga dengan cepat dan praktis yang dilakukan biasanya menggunakan perangkat lunak. Metode analisis secara digital ini dikenal juga dengan istilah virtual manufacturing, simak selengkapnya pada video di bawah ini:
Kontributor: Daris Arsyada
Sumber:
Kalpakjian, Serope dan Schmid, Steven R. (2009). Manufacturing Engineering and Technology (6th ed). New Jersey: Prentice Hall.

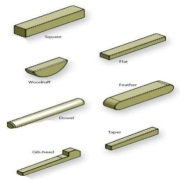
Wire rope/tali kawat adalah kumpulan untaian logam yang telah dipilin dan dililit untuk membentuk bentuk heliks dengan tujuan menopang dan mengangkat beban berat dan melakukan tugas yang terlalu berat untuk kawat standar. Pada dok pelayaran, tali-temali, dan peralatan bantalan beban, tali kawat dipasang pada alat putar, belenggu, atau pengait untuk mengangkat beban dengan cara yang terkendali, rata, dan efisien. Penggunaan tali kawat contohnya menambahkan dukungan untuk jembatan gantung, lift pengangkat, dan berfungsi sebagai penguat tambahan untuk menara. Desain tali kawat, dengan beberapa helai yang melilit inti yang stabil, memberikan kekuatan, fleksibilitas, dan kemudahan penanganan untuk aplikasi yang memiliki tegangan tekuk.
Tali kawat dibuat dengan dua jenis lilitan. Umumnya, kawat dipelintir ke satu arah untuk membentuk untaian, dan untaian dipelintir ke arah yang berlawanan untuk membentuk tali. Di tali yang sudah lengkap kabel yang terlihat kira-kira sejajar dengan sumbu tali. Tali biasa bisa dilakukan tidak tertekuk atau terlepas dan mudah ditangani.
Istilah tali kawat mencakup berbagai alat mekanis yang dibuat untuk melakukan pekerjaan pengangkatan yang berat dan ekstrem. Tali kawat adalah alat yang rumit dan kompleks dengan beberapa bagian yang bergerak yang mampu bergerak secara bersamaan. Tali kawat 6 kali 25 memiliki 150 untaian luar yang bergerak sebagai satu dalam pola rumit yang didukung oleh inti yang fleksibel. Bagian penting dari desain tali kawat adalah jarak bebas yang diperlukan antara untaian untuk memberikan setiap dudukan kebebasan untuk bergerak dan menyesuaikan saat tali tertekuk. Fitur unik inilah yang membedakan wire rope dari solid wire dan bentuk kabel lainnya.
Kawat/wire: Elemen dasar tali kawat adalah kawat yang digunakan untuk mengatur, membentuk, dan membentuk tali. Biasanya, kawat baja, baja tahan karat, dan galvanis adalah pilihan pertama dengan aluminium, paduan nikel, perunggu, tembaga, dan titanium sebagai kemungkinan kedua. Pilihan kawat tergantung pada jenis pekerjaan kawat akan digunakan untuk melakukan dengan kekuatan, fleksibilitas, dan ketahanan abrasi menjadi faktor penentu utama.

Wire Strands/Untaian Kawat: Langkah pertama dalam pembuatan tali kawat adalah produksi untaian kawat di mana kabel dililitkan di sekitar kawat inti tunggal. Jumlah kabel yang termasuk dalam untai tergantung pada kekuatan, fleksibilitas, dan persyaratan ukuran tali yang ditentukan. Setelah untai selesai, diluruskan sebelum dipindahkan ke konstruksi tali kawat.
Core/Inti: Inti tali kawat berjalan melalui pusat tali dan dapat terdiri dari berbagai bahan, yang meliputi serat sintetis, serat alami, untai tunggal, atau tali kawat lainnya. Inti mendukung untaian luka, membantu mempertahankan posisinya, adalah pembawa pelumas yang efektif, dan memberikan dukungan.
Ketika wire rope melewati pulley, ada sejumlah penyesuaian kembali dari elemen. Masing-masing kabel dan untaian harus meluncur pada beberapa yang lain, dan mungkin beberapa melengkung. Pada aksi kompleks ini ada beberapa konsentrasi tegangan. Tegangan pada salah satu kawat tali yang melewati sebuah pulley dapat dihitung sebagai berikut.
M = EI/ρ atau M = σ I /c
Untuk jari-jari kelengkungan , kita dapat substitusi jari-jari pulley D/2. Juga, c = dw/2, di mana dw adalah diameter kawat. Substitusi ini menghasilkan
σ = Er dw/D
Er adalah modulus elastisitas tali, bukan kawat. Untuk memahami persamaan ini, amati bahwa kawat individu menggambarkan pembuka botol di ruangan dan jika Anda menarik di atasnya untuk menentukan E itu akan meregangkan atau memberi lebih dari yang disarankan E aslinya. Oleh karena itu E masih merupakan modulus elastisitas kawat, tetapi dalam konfigurasinya yang khas sebagai bagian dari tali, modulusnya lebih kecil.
Persamaan di atas memberikan tegangan tarik di kabel luar. Diameter sheave/pulley utama diwakili oleh D. Persamaan ini mengungkapkan pentingnya menggunakan sheave diameter besar. Diameter sheave minimum yang disarankan pada Tabel didasarkan pada D/dw rasio 400. Jika memungkinkan, sheave harus dirancang untuk rasio yang lebih besar. Untuk elevator dan kerekan tambang, D/dw biasanya diambil dari 800 hingga 1000. Jika rasionya kurang dari 200, beban yang berat akan sering menyebabkan ikatan permanen pada tali.
Tegangan tali kawat yang memberikan tegangan tarik yang sama dengan tegangan bending sheave disebut beban lentur ekivalen Fb.
Fb = σ Am = Er dw Am / D
Tali kawat dapat gagal karena beban statis melebihi kekuatan ultimate dari tali. Kegagalan seperti ini umumnya bukan kesalahan perancang, melainkan kesalahan dari operator dalam mengizinkan tali untuk dikenakan beban yang tidak dirancang. Pertimbangan pertama dalam memilih wire rope adalah menentukan beban statis. Ini beban terdiri dari item berikut:
Kontributor : Daris Arsyada
Sumber:
Budynas, Richard G dan J. Keith Nisbett. 2011. Shigley’s Mechanical Engineering Design: Ninth Edition. Amerika Serikat: The McGraw-Hill Companies, Inc.
https://www.iqsdirectory.com/articles/wire-rope.html (diakses pada tanggal 20 Juni 2022)
Dalam pengelasan solid-state tidak ada cairan atau fase cair muncul di sambungan las. Dalam pengelasan ini, benda kerja dilas dalam keadaan padat (solid state). Prinsip pengelasan solid-state ditunjukkan dengan contoh berikut: Jika dua permukaan bersih didekatkan kontak satu sama lain di bawah tekanan yang cukup, mereka membentuk ikatan dan menghasilkan sambungan. Untuk membentuk ikatan yang kuat, permukaan harus bebas dari film oksida, residu, cairan pengerjaan logam, kontaminan lain, dan bahkan lapisan gas yang teradsorpsi.
Ikatan solid-state melibatkan satu atau lebih fenomena berikut:
Dalam pengelasan dingin (Cold Welding / CW), tekanan diterapkan pada benda kerja melalui cetakan atau gulungan. Karena deformasi plastis yang terlibat, diperlukan setidaknya satu (tetapi sebaiknya keduanya) dari bagian persambungan menjadi ulet. Sebelum pengelasan, permukaan didegreased, disikat kawat, dan dibersihkan untuk menghilangkan noda oksida. Pengelasan dingin bisa digunakan untuk menyambung benda kerja kecil yang terbuat dari logam lunak dan ulet. Aplikasinya adalah kawat stok dan sambungan listrik.
Tekanan yang dibutuhkan untuk pengelasan dapat diterapkan melalui sepasang gulungan. Proses ini disebut roll bonding atau roll welding (ROW). Dikembangkan pada 1960-an, roll bonding digunakan untuk membuat beberapa koin. Prosesnya dapat dilakukan pada suhu tinggi. Persiapan permukaan penting untuk kekuatan permukaan.

Dalam pengelasan ultrasonik, permukaan kontak dari dua komponen dikenakan gaya normal statis dan tegangan geser berosilasi (tangensial). Tegangan geser diterapkan pada ujung transduser yang serupa dengan yang digunakan untuk mesin ultrasonik. Frekuensi osilasi umumnya dalam kisaran 10 hingga 75 kHz, meskipun frekuensinya lebih rendah atau lebih tinggi dari yang dapat dipekerjakan. Sambungan yang tepat antara transduser dan ujungnya penting untuk efisiensi operasi.
Tegangan geser menyebabkan deformasi plastis pada permukaan kedua komponen, memecah film oksida dan kontaminan dan dengan demikian memungkinkan kontak dan menghasilkan ikatan padat yang kuat. Suhu yang dihasilkan pada zona las biasanya dalam kisaran dari sepertiga hingga setengah dari titik leleh (skala mutlak) dari logam yang bergabung. Akibatnya, baik peleburan maupun peleburan tidak terjadi tempat.
Proses pengelasan ultrasonik serbaguna dan dapat diandalkan. Pengelasan ini dapat digunakan dengan berbagai macam bahan logam dan bukan logam, termasuk logam yang berbeda (strip bimetal). Pengelasan ini digunakan secara luas untuk penyambungan plastik, untuk pengemasan dengan foil, dan (di industri otomotif dan elektronik) untuk lap pengelasan lembaran, foil, dan kawat tipis. Ujung las bisa diganti dengan disk berputar untuk pengelasan struktur seam (lapisan) di mana salah satu komponennya adalah lembaran, foil, atau bahan tenunan polimer. Keterampilan sedang diperlukan untuk mengoperasikan peralatan ultrasonik.

Dalam proses penyambungan yang dijelaskan sejauh ini, energi yang dibutuhkan untuk pengelasan (biasanya: kimia, listrik, atau energi ultrasonik) dipasok dari sumber eksternal. Di pengelasan gesekan, panas yang dibutuhkan untuk pengelasan dihasilkan melalui gesekan pada permukaan dari dua komponen yang bergabung. Anda bisa mengetahui kenaikan suhu yang signifikan yang disebabkan oleh gesekan dengan menggosok tangan Anda bersama-sama.
Dalam pengelasan gesekan, yang dikembangkan pada tahun 1940-an, salah satu komponen benda kerja tetap diam sementara yang lain ditempatkan di chuck atau collet dan diputar pada kecepatan konstan tinggi. Dua komponen yang akan bergabung kemudian dibawa ke dalam kontak pada gaya aksial. Kecepatan permukaan bagian yang berputar dapat setinggi 900 m/mnt (3.000 kaki/mnt). Setelah kontak yang cukup terbentuk, putaran benda kerja diberhentikan dengan cepat (sehingga lasan tidak hancur oleh gaya geser) sedangkan gaya aksial meningkat. Oksida dan kontaminan lainnya di permukaan dihilangkan oleh gerakan radial keluar dari logam panas pada permukaan.
Pengelasan Gesekan Inersia. Proses ini merupakan modifikasi dari pengelasan gesekan, meskipun kedua istilah tersebut telah digunakan secara bergantian. Energi yang dibutuhkan untuk pemanasan gesekan dalam pengelasan gesekan inersia disuplai oleh energi kinetik roda gila (flywheel). Roda gila dipercepat ke kecepatan yang tepat, kedua benda kerja dibawa ke dalam kontak, dan gaya aksial diterapkan. Saat gesekan pada permukaan memperlambat roda gila, kekuatan aksial meningkat. Pengelasan selesai ketika roda gila telah berhenti. Waktu urutan ini penting untuk kualitas las yang baik.
Pengelasan Gesekan Linier. Dalam pengembangan lebih lanjut dari pengelasan gesekan, permukaan dari dua komponen yang akan disambungkan mengalami gerak bolak-balik linier, sebagai berlawanan dengan gerakan berputar. Dalam pengelasan gesekan linier, komponen tidak harus memiliki profil lingkaran atau tabung di penampang mereka. Prosesnya mampu mengelas komponen persegi atau persegi panjang (serta bagian bulat) yang terbuat dari logam atau plastik. Dalam proses ini, satu bagian dipindahkan melintasi permukaan bagian lain dengan keseimbangan mekanisme timbal balik.
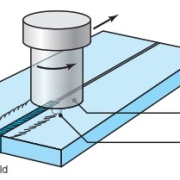
Pengelasan Gesekan Aduk (friction-stir). Secara konvensional pada pengelasan gesekan, pemanasan permukaan dicapai melalui gesekan dengan menggosok dua permukaan yang bersentuhan. Dalam friction stir, tool penggosok digosokkan ke dua permukaan yang akan disambung. Probe tak habis pakai yang berputar, biasanya 5 hingga 6 mm dengan diameter dan tinggi 5 mm, dicelupkan ke dalam sambungan. Tekanan kontak menyebabkan pemanasan gesekan, menaikkan suhu antara 230 ° dan 260 ° C (450 ° dan 500 ° F). Probe di ujung alat yang berputar memaksa pencampuran (atau pengadukan) dari bahan dalam sambungan.
Peralatan las dapat berupa mesin penggilingan spindel vertikal konvensional, dan prosesnya relatif mudah untuk diterapkan. Ketebalan dari bahan yang dilas dapat dilas sesedikit 1 mm dan sebanyak 50 mm (2 inci) dalam jalur tunggal. Lasan yang dihasilkan dengan las ini memiliki kualitas tinggi, pori-pori minimal, dan struktur material yang seragam. Lasan diproduksi dengan masukan panas rendah dan oleh karena itu distorsi rendah dan sedikit perubahan struktur mikro. Tidak ada gas pelindung atau permukaan pembersihan diperlukan.

Kategori pengelasan resistansi mencakup sejumlah proses di mana panas yang dibutuhkan untuk pengelasan dihasilkan melalui hambatan listrik di dua komponen yang akan digabungkan. Proses ini memiliki keuntungan besar, seperti tidak membutuhkan elektroda habis pakai, gas pelindung, atau fluks.
Kenaikan suhu aktual pada sambungan tergantung pada kalor jenis dan konduktivitas termal yang buruk dari logam yang akan disambung. Misalnya, logam seperti aluminium dan tembaga memiliki konduktivitas termal yang tinggi, sehingga membutuhkan konsentrasi panas yang tinggi. Logam serupa atau berbeda dapat digabungkan dengan pengelasan resistansi. besarnya arus dalam operasi pengelasan resistansi dapat setinggi 100.000 A, tetapi tegangan biasanya hanya 0,5 sampai 10 V.
Kekuatan ikatan tergantung pada kekasaran permukaan dan kebersihannya dari permukaan sambungan. Oleh karena itu, lapisan minyak, cat, dan lapisan oksida tebal harus dihilangkan sebelum pengelasan. Adanya lapisan tipis oksida yang seragam dan kontaminan tidak begitu penting.

Dalam pengelasan ledakan (explosion welding), tekanan diterapkan dengan meledakkan lapisan bahan peledak yang telah ditempatkan di atas salah satu komponen yang disambung, yang disebut flyer plate. Tekanan kontak yang muncul sangat tinggi, dan energi kinetik pelat yang menumbuk komponen sambungan menyebabkan gelombang permukaan.
Dampak ini secara mekanis mengunci kedua permukaan, sehingga pengelasan tekanan dengan deformasi plastis juga terjadi. Flyer plate ditempatkan pada suatu sudut, dan setiap film oksida yang ada pada permukaan dipecah dan didorong keluar dari permukaan. Akibatnya, kekuatan ikatan dari pengelasan ledakan sangat tinggi.
Bahan peledak dapat berupa lembaran plastik fleksibel atau kabel atau dalam bentuk butiran atau cairan, yang ditekan ke flyer plate. Kecepatan detonasi biasanya berkisar antara 2400 hingga 3600 m/s (8000 hingga 12.000 ft/s); tergantung pada jenis bahan peledak, ketebalan lapisan bahan peledak, dan kerapatan dari lapisan. Ada kecepatan denotasi minimum yang diperlukan untuk pengelasan ini. Detonasi dilakukan dengan batas standar peledakan komersial.

Kontributor: Daris Arsyada
Sumber:
Kalpakjian, Serope dan Schmid, Steven R. (2009). Manufacturing Engineering and Technology (6th ed). New Jersey: Prentice Hall.

Gear (roda gigi) adalah sejenis elemen mesin di mana gerigi dipotong di sekitar permukaan berbentuk silinder atau kerucut dengan jarak yang sama. Dengan menyatukan sepasang elemen ini, mereka digunakan untuk mentransmisikan rotasi dan gaya dari poros penggerak ke poros yang digerakkan. Roda gigi dapat diklasifikasikan berdasarkan bentuknya seperti roda gigi involute, cycloidal, dan trochoidal. Juga, mereka dapat diklasifikasikan berdasarkan posisi poros sebagai roda gigi poros paralel, roda gigi poros berpotongan, dan roda gigi poros non-paralel dan tidak berpotongan.


Kontributor : Daris Arsyada
Sumber:
Budynas, Richard G dan J. Keith Nisbett. 2011. Shigley’s Mechanical Engineering Design: Ninth Edition. Amerika Serikat: The McGraw-Hill Companies, Inc.
https://khkgears.net/new/gear_knowledge/introduction_to_gears/types_of_gears.html (diakses pada tanggal 13 Mei 2022)

Empat jenis utama belt ditampilkan dengan beberapa karakteristiknya, ditunjukkan di Tabel 1. Katrol bermahkota digunakan untuk belt datar, dan katrol beralur, atau katrol, untuk belt bulat dan V. Timing belt membutuhkan roda bergigi, atau sprocket. Dalam semua kasus, sumbu katrol harus dipisahkan oleh jarak minimum tertentu, tergantung pada jenis dan ukuran belt, untuk beroperasi dengan benar. Karakteristik lain dari belt adalah:
Gambar 1 mengilustrasikan geometri penggerak belt datar terbuka dan tertutup. Untuk sebuah belt dengan penggerak ini tegangan sabuk sedemikian rupa sehingga melorot atau terkulai terlihat pada Gambar 2a, saat sabuk berjalan. Meskipun bagian atas lebih disukai untuk sisi sabuk yang longgar, untuk jenis sabuk lain baik bagian atas atau bawah dapat digunakan, karena tegangan terpasangnya biasanya lebih besar.




Sabuk datar terbuat dari uretan dan juga dari kain yang diresapi karet yang diperkuat dengan kawat baja atau tali nilon untuk menahan beban tegangan. Satu atau kedua permukaan dapat memiliki lapisan permukaan gesekan. Belt datar tidak berisik, efisien pada kecepatan tinggi, dan dapat mentransmisikan sejumlah besar daya melalui jarak pusat yang panjang. Biasanya, pada belting dibeli dengan gulungan dan potong dan ujungnya disambung dengan menggunakan kit khusus yang disediakan oleh produsen. Dua atau lebih sabuk datar berjalan berdampingan, bukan satu sabuk, sering digunakan untuk membentuk sistem konveyor.
Sabuk V terbuat dari kain dan tali, biasanya katun, rayon, atau nilon, dan diresapi dengan karet. Berbeda dengan sabuk datar, sabuk V digunakan dengan jumlah besar serupa dan pada jarak pusat yang lebih pendek. Sabuk V sedikit kurang efisien dibandingkan dengan sabuk datar, tetapi sejumlah dari mereka dapat digunakan pada satu jumlah besar, sehingga membuat beberapa drive. V belt dibuat hanya dalam panjang tertentu dan tidak ada sambungan.
Timing belt terbuat dari kain karet dan kawat baja dan memiliki gigi yang pas ke dalam alur yang dipotong di pinggiran sprocket. Timing belt tidak meregang atau slip dan akibatnya mentransmisikan daya pada rasio kecepatan sudut konstan. Fakta bahwa sabuk bergigi memberikan beberapa keunggulan dibandingkan sabuk biasa. Salah satunya adalah bahwa tidak diperlukan tegangan awal, sehingga drive pusat tetap dapat digunakan. Lainnya adalah penghapusan pembatasan kecepatan; gigi memungkinkan untuk berlari hampir kecepatan apapun, lambat atau cepat. Kerugiannya adalah biaya awal sabuk, kebutuhan untuk membuat alur sproket, dan fluktuasi dinamis yang menyertainya yang disebabkan pada frekuensi penyambungan sabuk bergigi.
Kontributor : Daris Arsyada
Sumber:
Budynas, Richard G dan J. Keith Nisbett. 2011. Shigley’s Mechanical Engineering Design: Ninth Edition. Amerika Serikat: The McGraw-Hill Companies, Inc.