lift and drag forces on an airplane wing
To design an airplane wing or scale model, some knowledge of aerodynamics and terminology (terms) commonly used in aviation is required.

In principle, airplanes use wings to generate lift. As for producing the lift, the airplane wing utilizes two main principles, first, namely the pressure difference between the top and bottom surfaces of the wing, and secondly, the change in air velocity (momentum) due to a change in the direction of air flow.
First, to produce a pressure difference between the upper and lower surfaces of the wing, the cross-sectional shape of the wing (airfoil) is made asymmetrical between the top and bottom, the air passage above the airfoil is made farther than below the airfoil, so that with the same travel time, air passing through the top of the wing will have a higher speed than under the wing, with Bernoulli’s principle, that the higher the speed, the lower the air pressure, it may be concluded that the pressure above the wing is lower than under the wing, because the pressure above the wing is lower, then the wing will tend to “lift” upwards (This explanation based on Bernoulli’s principle is only a simplification, but can provide a sufficient qualitative description).
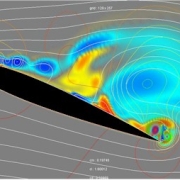
Second, the principle of velocity change (momentum). Momentum can produce a force, or according to newton’s second law that force is the rate of momentum changes. To produce this change in speed, the wing is made to have an angle relative to the direction of the air or known as the angle of attack as described in the following figure:

From the picture above, it can be seen that at first the air moves straight (horizontally) towards the wing, then after reaching the rear end of the wing, the direction of the air will be leaning downwards, it can be observed that the change in the direction of velocity is downward (from straight to inclined downwards), so that to “push” the air downwards, the wings will be “pushed” by the air upwards.
It can be observed from the description above that the force caused by the pressure difference and the change in momentum is not completely directed upwards, but is slightly inclined backwards. The upward force is the lift as described above, while the backward force is the drag force or often known as the drag.
Generating lift using the second principle is indeed effective, but inefficient, because it produces a relatively large drag compared to using the pressure difference based on Bernoilli’s law (first explanation). In airplanes, lift is a combination of these two principles together.
Drag can arise due to pressure differences between the front and rear of the airfoil (form drag), changes in air velocity (momentum) or due to friction with air (skin friction drag). The difference in pressure that produces drag is also called form drag because the amount of drag is strongly influenced by the shape of the object that passes through the air, the more surface area that “blocks” the air flow, the greater the drag, then the smoother the air flow, the smaller the drag. A shape that makes the air flow change suddenly can cause the back of the object to have a low pressure, so the pressure difference gets higher (the drag gets bigger).

Then, drag due to change in momentum has an identical explanation to the theory of lift. The initially high velocity air is deflected downward, thereby reducing the horizontal air velocity. To “push” the air so that its speed is reduced, the wing will be “pushed” backwards, resulting in drag. Drag generated as a result of increasing lift is also called induced drag. The drag due to friction can be neglected in the design of large and high-speed aircraft because in this case the drag is dominated by form drag, but in the design of small-scale model aircraft or rides that move in water, this type of drag can be considered.
Source:
https://www.cradle-cfd.com/media/column/a102
https://aerotoolbox.com/angle-of-attack/
http://www.pilotfriend.com/training/flight_training/aero/drag.htm